
Technologia produkcji margaryny
STRESZCZENIE WYKONAWCZE
Firmy spożywcze, podobnie jak inne przedsiębiorstwa produkcyjne, koncentrują się dziś nie tylko na niezawodności i jakości sprzętu do przetwarzania żywności, ale także na różnorodnych usługach, jakie może zapewnić dostawca sprzętu. Oprócz dostarczanych przez nas wydajnych linii technologicznych, oferujemy partnerstwo od etapu początkowego pomysłu lub projektu, aż po finalny etap uruchomienia, nie zapominając o ważnym serwisie posprzedażowym.
Firma Shiputec ma ponad 20-letnie doświadczenie w branży przetwórstwa spożywczego i pakowania.
WPROWADZENIE DO NASZEJ TECHNOLOGII
WIZJA I ZAANGAŻOWANIE
Segment Shiputec zajmuje się projektowaniem, produkcją i sprzedażą rozwiązań z zakresu inżynierii procesowej i automatyzacji dla przemysłu mleczarskiego, spożywczego, napojowego, morskiego, farmaceutycznego i kosmetycznego poprzez swoje operacje na całym świecie.
Naszym celem jest pomaganie naszym klientom na całym świecie w poprawie wydajności i rentowności ich zakładów produkcyjnych i procesów. Osiągamy to, oferując szeroką gamę produktów i rozwiązań, od komponentów inżynieryjnych po projektowanie kompletnych instalacji procesowych, wspieranych przez wiodące na świecie aplikacje i doświadczenie w rozwoju.
Pomagamy naszym klientom optymalizować wydajność i rentowność ich zakładów przez cały okres ich eksploatacji, oferując usługi wsparcia dostosowane do ich indywidualnych potrzeb poprzez skoordynowaną obsługę klienta i sieć części zamiennych.
SKUPIENIE NA KLIENCIE
Shiputec opracowuje, produkuje i instaluje nowoczesne, wysokowydajne i niezawodne linie technologiczne dla przemysłu spożywczego. Do produkcji skrystalizowanych produktów tłuszczowych, takich jak margaryna, masło, pasty do smarowania i tłuszcze do pieczenia, Shiputec oferuje rozwiązania, które obejmują również linie technologiczne do emulsji spożywczych, takich jak majonez, sosy i dressingi.
PRODUKCJA MARGARYNY
Margaryna i produkty pokrewne zawierają fazę wodną i fazę tłuszczową, dlatego można je scharakteryzować jako emulsje typu woda w oleju (W/O), w których faza wodna jest drobno rozproszona w postaci kropelek w ciągłej fazie tłuszczowej. W zależności od zastosowania produktu, skład fazy tłuszczowej i proces produkcji są odpowiednio dobierane.
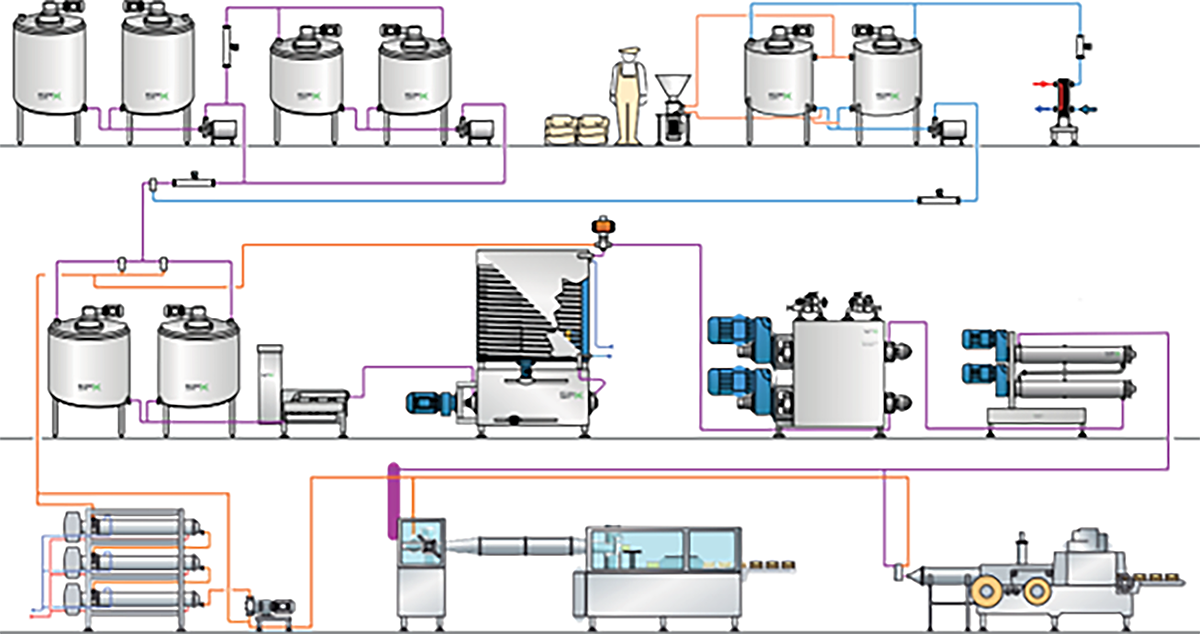
Oprócz urządzeń do krystalizacji, nowoczesny zakład produkcyjny margaryny i produktów pokrewnych zazwyczaj obejmuje różne zbiorniki do przechowywania oleju, a także do przygotowywania emulgatora, fazy wodnej i emulsji; wielkość i liczbę zbiorników oblicza się na podstawie wydajności zakładu i portfolio produktów. Zakład obejmuje również jednostkę pasteryzacji i instalację do przetapiania. Zatem proces produkcyjny można ogólnie podzielić na następujące podprocesy (patrz schemat 1):

PRZYGOTOWANIE FAZY WODNEJ I FAZY TŁUSZCZOWEJ (STREFA 1)
Faza wodna jest często przygotowywana partiami w zbiorniku fazy wodnej. Woda powinna mieć dobrą jakość wody pitnej. Jeśli nie można zagwarantować jakości wody pitnej, można ją poddać wstępnemu uzdatnianiu, np. za pomocą lampy UV lub systemu filtracyjnego.
Oprócz wody faza wodna może składać się z soli lub solanki, białek mleka (margaryny stołowej i smarowideł o niskiej zawartości tłuszczu), cukru (ciasto francuskie), stabilizatorów (smarowidła o obniżonej i niskiej zawartości tłuszczu), konserwantów i aromatów rozpuszczalnych w wodzie.
Główne składniki fazy tłuszczowej, czyli mieszanki tłuszczów, zazwyczaj składają się z mieszanki różnych tłuszczów i olejów. Aby uzyskać margarynę o pożądanych właściwościach i funkcjonalności, stosunek tłuszczów i olejów w mieszance tłuszczów ma decydujące znaczenie dla wydajności produktu końcowego.
Różne tłuszcze i oleje, zarówno w postaci mieszanek tłuszczowych, jak i pojedynczych olejów, są przechowywane w zbiornikach magazynowych, zazwyczaj umieszczonych poza zakładem produkcyjnym. Utrzymuje się je w stabilnej temperaturze powyżej temperatury topnienia tłuszczu i poddaje mieszaniu, aby uniknąć frakcjonowania tłuszczu i umożliwić łatwą obsługę.
Oprócz mieszanki tłuszczowej, faza tłuszczowa zazwyczaj składa się z pomniejszych składników rozpuszczalnych w tłuszczach, takich jak emulgator, lecytyna, aromat, barwnik i przeciwutleniacze. Te pomniejsze składniki rozpuszczają się w mieszance tłuszczowej przed dodaniem fazy wodnej, a zatem przed procesem emulsyfikacji.
PRZYGOTOWANIE EMULSJI (STREFA 2)

Emulsję przygotowuje się poprzez przeniesienie różnych olejów i tłuszczów lub mieszanek tłuszczowych do zbiornika emulsyjnego. Zazwyczaj najpierw dodaje się tłuszcze lub mieszanki tłuszczowe o wysokiej temperaturze topnienia, a następnie tłuszcze o niskiej temperaturze topnienia i płynny olej. Aby dokończyć przygotowanie fazy tłuszczowej, do mieszanki tłuszczowej dodaje się emulgator i inne rozpuszczalne w oleju składniki. Po dokładnym wymieszaniu wszystkich składników fazy tłuszczowej dodaje się fazę wodną, a emulsja powstaje w wyniku intensywnego, ale kontrolowanego mieszania.
Do dozowania poszczególnych składników emulsji można stosować różne systemy, z których dwa działają partiami:
System przepływomierza
System zbiorników wagowych
Ciągły system emulsyfikacji w linii jest mniej preferowanym, ale stosowanym rozwiązaniem, np. w liniach o dużej wydajności, gdzie przestrzeń na zbiorniki emulsji jest ograniczona. System ten wykorzystuje pompy dozujące i przepływomierze masowe do kontrolowania stosunku dodawanych faz do małego zbiornika emulsji.
Wszystkie wyżej wymienione systemy mogą być sterowane w pełni automatycznie. Niektóre starsze zakłady nadal posiadają ręcznie sterowane systemy przygotowywania emulsji, ale są one pracochłonne i nie zaleca się ich instalacji ze względu na surowe zasady identyfikowalności.
System przepływomierza opiera się na cyklicznym przygotowywaniu emulsji, w którym poszczególne fazy i składniki są mierzone za pomocą przepływomierzy masowych podczas transferu ze zbiorników przygotowania poszczególnych faz do zbiornika emulsji. Dokładność tego systemu wynosi +/-0,3%. System ten charakteryzuje się odpornością na czynniki zewnętrzne, takie jak wibracje i zanieczyszczenia.
System wagowy zbiornika jest podobny do systemu przepływomierza opartego na przygotowywaniu emulsji partiami. W tym przypadku składniki i fazy są dodawane bezpośrednio do zbiornika emulsji, który jest zamontowany na ogniwach wagowych kontrolujących ilości dodawane do zbiornika.
Zazwyczaj do przygotowania emulsji stosuje się system dwuzbiornikowy, aby umożliwić ciągłą pracę linii krystalizacyjnej. Każdy zbiornik działa jako zbiornik przygotowawczy i buforowy (zbiornik emulsji), zatem linia krystalizacyjna będzie zasilana z jednego zbiornika, podczas gdy nowa partia będzie przygotowywana w drugim i odwrotnie. System ten nazywa się systemem typu flip-flop.
Możliwy jest również układ, w którym emulsja jest przygotowywana w jednym zbiorniku, a po przygotowaniu jest przenoszona do zbiornika buforowego, z którego zasilana jest linia krystalizacji. Taki system nazywa się systemem premiksowo-buforowym.
PASTERYZACJA (STREFA 3)

Ze zbiornika buforowego emulsja jest zazwyczaj ciągle pompowana przez płytowy wymiennik ciepła (PHE) lub niskociśnieniowy wymiennik ciepła ze skrobakiem powierzchniowym (SSHE) lub wysokociśnieniowy SSHE w celu pasteryzacji przed wejściem do linii krystalizacji.
W przypadku produktów pełnotłustych zazwyczaj stosuje się PHE. W przypadku wersji o niższej zawartości tłuszczu, w których oczekuje się stosunkowo wysokiej lepkości emulsji, oraz w przypadku emulsji wrażliwych na ciepło (np. emulsji o wysokiej zawartości białka), zaleca się system SPX jako roztwór niskociśnieniowy lub SPX-PLUS jako roztwór wysokociśnieniowy.
Proces pasteryzacji ma szereg zalet. Zapewnia zahamowanie wzrostu bakterii i innych mikroorganizmów, poprawiając w ten sposób stabilność mikrobiologiczną emulsji. Możliwa jest pasteryzacja wyłącznie fazy wodnej, jednak preferowana jest pasteryzacja całej emulsji, ponieważ minimalizuje ona czas przebywania produktu od momentu pasteryzacji do momentu napełnienia lub zapakowania produktu końcowego. Ponadto, produkt jest poddawany obróbce w linii produkcyjnej, od momentu pasteryzacji do momentu napełnienia lub zapakowania produktu końcowego, a pasteryzacja wszelkich materiałów poddanych obróbce jest zapewniona po pasteryzacji całej emulsji.
Ponadto pasteryzacja kompletnej emulsji zapewnia jej podawanie do linii krystalizacji w stałej temperaturze, co pozwala na uzyskanie stałych parametrów przetwarzania, temperatury i tekstury produktu. Dodatkowo, zapobiega się powstawaniu wstępnie skrystalizowanej emulsji podawanej do urządzeń krystalizacyjnych, gdy emulsja jest prawidłowo pasteryzowana i podawana do pompy wysokociśnieniowej w temperaturze o 5-10°C wyższej niż temperatura topnienia fazy tłuszczowej.
Typowy proces pasteryzacji po przygotowaniu emulsji w temperaturze 45–55°C obejmuje sekwencję podgrzewania i utrzymywania emulsji w temperaturze 75–85°C przez 16 sekund, a następnie schładzanie do temperatury 45–55°C. Temperatura końcowa zależy od temperatury topnienia fazy tłuszczowej: im wyższa temperatura topnienia, tym wyższa temperatura.
CHŁODZENIE, KRYSTALIZACJA I Ugniatanie (STREFA 4)
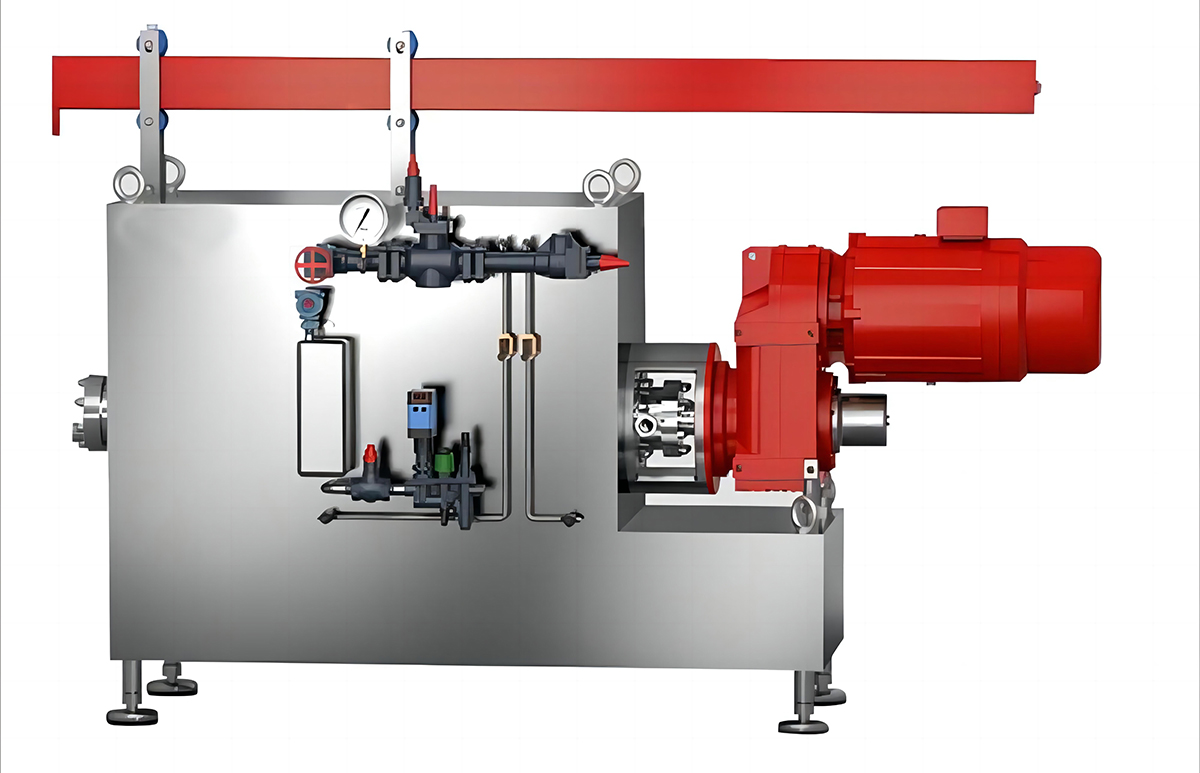
Emulsja jest pompowana do linii krystalizacji za pomocą pompy tłokowej wysokiego ciśnienia (HPP). Linia krystalizacji do produkcji margaryny i produktów pokrewnych zazwyczaj składa się z wysokociśnieniowej pompy SSHE, która jest chłodzona amoniakiem lub freonem. W celu zwiększenia intensywności ugniatania i wydłużenia czasu produkcji wyrobów z tworzyw sztucznych, linia często zawiera maszyny z wirnikiem trzpieniowym i/lub krystalizatory pośrednie. Rura spoczynkowa jest ostatnim etapem linii krystalizacji i jest stosowana tylko wtedy, gdy produkt jest pakowany.
Sercem linii krystalizacji jest wysokociśnieniowy wymiennik ciepła SSHE, w którym ciepła emulsja jest przechładzana i krystalizowana na wewnętrznej powierzchni rury chłodzącej. Emulsja jest skutecznie zgarniana przez obracające się skrobaki, dzięki czemu jest jednocześnie schładzana i ugniatana. Podczas krystalizacji tłuszczu w emulsji, kryształy tłuszczu tworzą trójwymiarową sieć, zatrzymując krople wody i ciekły olej, co skutkuje produktami o właściwościach plastycznych i półstałych.
W zależności od rodzaju wytwarzanego produktu i rodzaju tłuszczów użytych w konkretnym produkcie, konfigurację linii krystalizacji (tj. kolejność rur chłodzących i urządzeń z wirnikiem szpilkowym) można dostosować w celu uzyskania optymalnej konfiguracji dla konkretnego produktu.
Ponieważ linia krystalizacyjna zazwyczaj wytwarza więcej niż jeden konkretny produkt tłuszczowy, SSHE często składa się z dwóch lub więcej sekcji chłodzących lub rur chłodzących, aby spełnić wymagania elastycznej linii krystalizacyjnej. Podczas produkcji różnych krystalizowanych produktów tłuszczowych o różnych mieszankach tłuszczowych, niezbędna jest elastyczność, ponieważ charakterystyka krystalizacji poszczególnych mieszanek może się różnić.
Proces krystalizacji, warunki i parametry przetwarzania mają ogromny wpływ na właściwości końcowych margaryny i smarowideł. Projektując linię krystalizacyjną, ważne jest określenie właściwości produktów, które mają być na niej wytwarzane. Aby zabezpieczyć inwestycję na przyszłość, niezbędna jest elastyczność linii oraz możliwość indywidualnej kontroli parametrów przetwarzania, ponieważ asortyment produktów, a także surowce, mogą zmieniać się w czasie.
Wydajność linii zależy od dostępnej powierzchni chłodzącej SSHE. Dostępne są maszyny o różnych rozmiarach, od linii o niskiej do wysokiej wydajności. Dostępne są również linie o różnym stopniu elastyczności, od urządzeń z jedną rurą po linie wielorurowe, co przekłada się na wysoką elastyczność linii przetwórczych.
Po schłodzeniu w wymienniku ciepła SSHE, produkt trafia do maszyny z wirnikiem trzpieniowym i/lub krystalizatorów pośrednich, w których jest ugniatany przez określony czas i z określoną intensywnością, aby wspomóc tworzenie trójwymiarowej sieci, która na poziomie makroskopowym odpowiada strukturze plastycznej. Jeśli produkt ma być dystrybuowany w formie opakowania, zostanie ponownie wprowadzony do wymiennika ciepła SSHE, a następnie osadzony w rurze do odpoczywania przed zapakowaniem. Jeśli produkt jest napełniany do kubków, rura do odpoczywania nie jest uwzględniona w linii krystalizacji.

PAKOWANIE, NAPEŁNIANIE I PRZETAPIANIE (STREFA 5)

Na rynku dostępne są różne maszyny pakujące i napełniające, które nie będą opisywane w tym artykule. Konsystencja produktu jest jednak zupełnie inna, niezależnie od tego, czy jest on przeznaczony do pakowania, czy napełniania. Oczywiste jest, że produkt pakowany musi mieć twardszą teksturę niż produkt napełniany, a jeśli ta tekstura nie jest optymalna, produkt zostanie skierowany do systemu przetopu, stopiony i dodany do zbiornika buforowego w celu ponownego przetworzenia. Dostępne są różne systemy przetopu, ale najczęściej stosowane to wymiennik ciepła PHE lub niskociśnieniowy wymiennik ciepła SSHE.
AUTOMATYZACJA
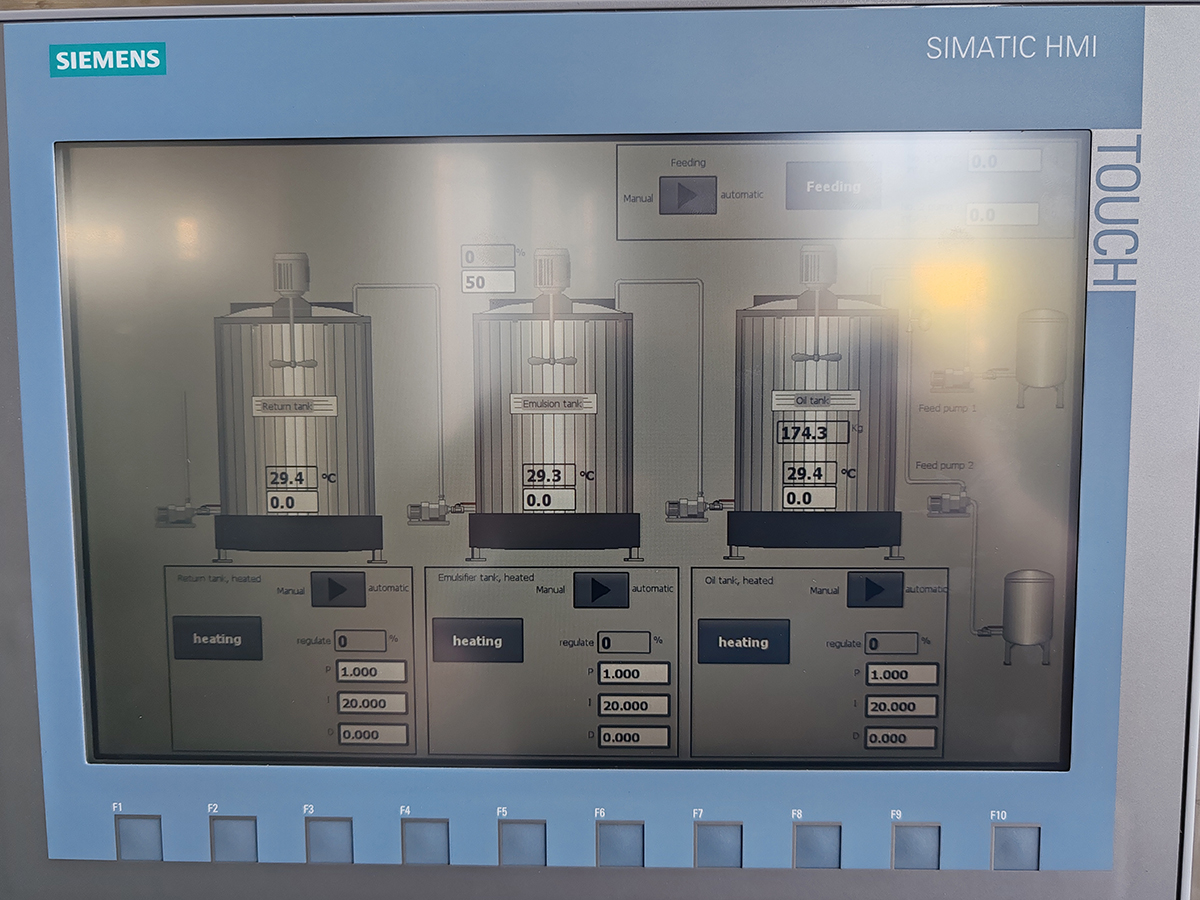
Margaryna, podobnie jak inne produkty spożywcze, jest obecnie produkowana w wielu fabrykach zgodnie z rygorystycznymi procedurami identyfikowalności. Procedury te, zazwyczaj obejmujące składniki, proces produkcji i produkt końcowy, przekładają się nie tylko na zwiększone bezpieczeństwo żywności, ale także na stałą jakość. Wymagania dotyczące identyfikowalności można wdrożyć w systemie sterowania fabryki, a system kontroli Shiputec został zaprojektowany w celu kontrolowania, rejestrowania i dokumentowania istotnych warunków i parametrów dotyczących całego procesu produkcyjnego.
System sterowania jest zabezpieczony hasłem i umożliwia rejestrowanie danych historycznych wszystkich parametrów linii produkcyjnej margaryny, od informacji o recepturze po ocenę produktu końcowego. Rejestrowane dane obejmują wydajność i wydajność pompy wysokociśnieniowej (l/h i przeciwciśnienie), temperatury produktu (w tym procesu pasteryzacji) podczas krystalizacji, temperatury chłodzenia (lub ciśnienia czynnika chłodzącego) w wymienniku ciepła SSHE, prędkość wymiennika ciepła SSHE i maszyn z wirnikiem szpilkowym, a także obciążenie silników napędzających pompę wysokociśnieniową, wymiennik ciepła SSHE i maszyny z wirnikiem szpilkowym.
System sterowania

Podczas przetwarzania, operator otrzymuje alarmy, jeśli parametry przetwarzania dla danego produktu przekroczą dopuszczalne wartości; są one ustawiane w edytorze receptur przed rozpoczęciem produkcji. Alarmy te muszą zostać ręcznie potwierdzone i podjęte muszą zostać działania zgodnie z procedurami. Wszystkie alarmy są zapisywane w systemie historii alarmów, co umożliwia ich późniejszy wgląd. Gdy produkt opuszcza linię produkcyjną w odpowiednio zapakowanym lub wypełnionym opakowaniu, jest on zazwyczaj oznaczony, oprócz nazwy produktu, datą, godziną i numerem identyfikacyjnym partii, co umożliwia późniejsze śledzenie. Pełna historia wszystkich etapów produkcji jest zatem archiwizowana dla bezpieczeństwa producenta i użytkownika końcowego, czyli konsumenta.
CIP

Instalacje czyszczące CIP (CIP = czyszczenie na miejscu) są również częścią nowoczesnej fabryki margaryny, ponieważ zakłady produkujące margarynę powinny być regularnie czyszczone. W przypadku tradycyjnych margaryny standardowym odstępem między czyszczeniem jest jeden tydzień. Jednak w przypadku produktów wrażliwych, takich jak produkty o niskiej zawartości tłuszczu (wysoka zawartość wody) i/lub o wysokiej zawartości białka, zaleca się krótsze odstępy między cyklami CIP.
Zasadniczo stosowane są dwa systemy CIP: instalacje CIP, które wykorzystują medium czyszczące tylko raz, lub zalecane instalacje CIP, które działają w oparciu o roztwór buforowy medium czyszczącego, gdzie media takie jak ług, kwas i/lub środki dezynfekujące są po użyciu zawracane do poszczególnych zbiorników magazynowych CIP. Ten drugi proces jest preferowany, ponieważ stanowi rozwiązanie przyjazne dla środowiska i ekonomiczne pod względem zużycia środków czyszczących, a tym samym ich kosztów.
W przypadku instalacji kilku linii produkcyjnych w jednej fabryce możliwe jest skonfigurowanie równoległych torów czyszczących lub systemów satelitarnych CIP. Pozwala to na znaczne skrócenie czasu czyszczenia i zmniejszenie zużycia energii. Parametry procesu CIP są automatycznie kontrolowane i rejestrowane w celu późniejszego śledzenia w systemie sterowania.
UWAGI KOŃCOWE
Podczas produkcji margaryny i produktów pokrewnych należy pamiętać, że o jakości produktu końcowego decydują nie tylko składniki, takie jak użyte oleje i tłuszcze, czy receptura produktu, ale także konfiguracja zakładu, parametry przetwarzania i stan zakładu. Jeśli linia lub urządzenia nie są odpowiednio konserwowane, istnieje ryzyko, że linia nie będzie działać wydajnie. Dlatego, aby wytwarzać produkty wysokiej jakości, niezbędna jest dobrze funkcjonująca instalacja, ale ważny jest również dobór mieszanki tłuszczów o właściwościach odpowiadających końcowemu przeznaczeniu produktu, a także prawidłowa konfiguracja i dobór parametrów przetwarzania. Wreszcie, produkt końcowy musi zostać poddany obróbce termicznej zgodnie z końcowym przeznaczeniem..
Czas publikacji: 19 grudnia 2023 r.